Carbide Drill Finder » Carbide Drills for Stainless Steel
Carbide Drills for Stainless Steel
Solving Difficult
Stainless Steel Machining
3 Recommended Drill Solutions by Application
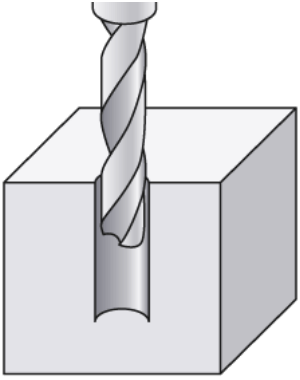
For Deep Holes
Common Problems
- Thermal expansion causing dimensional errors
- Cutting edge dulling and chipping
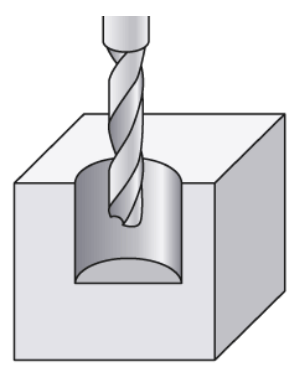
For
Flat-Bottom Holes
Common Problems
- Center deviation during tool replacement
- Poor accuracy and flatness on the hole bottom
For Micro Holes
(Ø < 1mm)
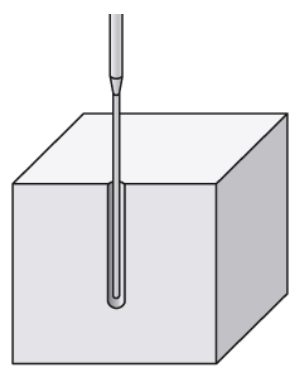
Common Problems
- Poor hole quality due to drill runout/vibration
- Tool breakage from poor chip evacuation
Solid Carbide Drills
for Stainless Steel
In-Depth
Features and Specs
Recommended
Drill for Deep Holes
Drill for Deep Holes
Nachi America
AQUA DRILL EX OIL HOLE DEEP DRILL SERIES

Source:Nachi America Official Website
https://www.nachiamerica.com/products/129-aqua-drill-ex-oil-hole-deep-drill-series/
https://www.nachiamerica.com/products/129-aqua-drill-ex-oil-hole-deep-drill-series/
Why the AQUA DRILL EX OIL HOLE
DEEP DRILL SERIES
Solves Deep-Hole
Machining Challenges
Deep hole drilling in stainless steel often causes chip clogging and excessive heat,
which lead to dimensional errors, edge chipping, and rapid tool wear.
Chip Evacuation
for Deep Drilling
Special flute geometry and enlarged chip pockets, optimized for stainless steel, efficiently remove chips that tend to accumulate at the hole bottom.
This curbs clogging and tool interference, preventing dimensional defects.
Extended Tool Life
in Harsh Conditions
A multilayer coating withstands temperatures up to 1100°C, suppressing oxidation and wear.
In addition, internal oil holes deliver coolant directly to the cutting edge, preventing heat buildup and improving cutting performance in stainless steel applications.
Dedicated Pilot Drill
for Stable Machining
A specially designed pilot drill creates a guide hole in advance, reducing misalignment and deflection.
Even in high-resistance stainless steel, this ensures stable and precise deep hole drilling.
AQUA DRILL EX OIL HOLE DEEP DRILL SERIESLineup
| Applicable Diameter Range | φ1.0–12.0 mm (Micro series: φ1.0–3.0 mm) |
|---|---|
| L/D Ratio | 10×D / 15×D / 20×D / 25×D / 30×D / 40×D (+ Pilot hole: 2×D) |
Source: Nachi America Official Website
[PDF]https://www.nachiamerica.com/download/332-general-catalog/
[PDF]https://www.nachiamerica.com/download/332-general-catalog/
AQUA DRILL EX OIL HOLE DEEP DRILL SERIESSpecifications
| Coating | Aqua EX coating |
|---|---|
| Point angle | 140° |
| Flute design | 30° Helical flute with smooth surface for improved chip evacuation |
| Through-coolant | Internal coolant channels |
| Compatible materials | Stainless steel, carbon steel, alloy steel, cast iron, aluminum alloys |
AQUA DRILL EX OIL HOLE DEEP DRILL SERIESMachining
Case Studies
Before Introduction
Tool Used
AQUA DRILL EX OIL HOLE DEEP DRILL (φ2.0 mm × 15D)
Work Material
420 stainless steel (50 HRC)
Cutting Conditions
| Cutting speed | 30 m/min |
|---|---|
| Feed rate | 0.015 mm/rev |
| Coolant | Through-coolant |
After Introduction
Results
Achieved stable drilling to a depth of approximately 14×D with a φ2.0 mm drill.
No chip clogging observed even after drilling 35 consecutive holes.
Successfully replaced the previous wire-cutting process.
Benefits
Enabled high-speed, long-life deep hole drilling even in high-hardness materials,
significantly reducing reliance on EDM processes.
Source: Nachi America, General Catalog (PDF)
[PDF]https://www.nachiamerica.com/download/332-general-catalog/
[PDF]https://www.nachiamerica.com/download/332-general-catalog/
Manufacturer
Information
| Company name | Nachi America |
|---|---|
| Headquarter | Nachi America Inc. 715 Pushville Rd. Greenwood, IN 46143 |
| Phone number (USA) | +1 877 622-4487 |
| Official Website | https://www.nachiamerica.com/ |
Recommended
Drill for Flat-Bottom Holes
Drill for Flat-Bottom Holes
Kennametal
KenDrill™ FBL

Kennametal Official Website
https://www.kennametal.com/jp/ja/products/fam.kendrill-fbl-3-x-d-internal-coolant-straight-shank-metric.100161602.html
https://www.kennametal.com/jp/ja/products/fam.kendrill-fbl-3-x-d-internal-coolant-straight-shank-metric.100161602.html
Why the KenDrill™ FBL
Solves Flat-Bottom Holes
Machining Challenges
During step-drilling or counterboring operations, tool changes often cause misalignment.
Reduced Risk of
Misalignment
from Tool Changes
With a 180° flat cutting edge, drilling and counterboring can be completed in a single step.
This eliminates the need for tool changes to an end mill, reducing misalignment risk and lowering machining costs.
Optimized Edge Geometry
Prevents Productivity
Loss
The two-flute design cuts all the way to the center, avoiding the slowdown in cutting speed often seen with flat drills.
This shortens cycle times and improves overall productivity.
Better Burr
Control on Inclined
and Cross Holes
Four guiding margins suppress tool deflection, even under unstable conditions such as inclined surfaces or cross holes.
This ensures high hole straightness and roundness, while reducing burr formation at the exit.
KenDrill™ FBLLineup
| Applicable Diameter Range | φ3.0–20.0 mm |
|---|---|
| Length-to-Diameter Ratios | 1.5×D / 3×D / 5×D / 8×D |
Source: Kennametal Official Website
https://www.kennametal.com/us/en/products/fam.kendrill-fbl-3-x-d-internal-coolant-straight-shank-metric.100161602.html
https://www.kennametal.com/us/en/products/fam.kendrill-fbl-3-x-d-internal-coolant-straight-shank-metric.100161602.html
KenDrill™ FBLSpecifications
| Coating | KCU15 / KCU25 Grade (TiAlN-based PVD) |
|---|---|
| Point angle | 140° |
| Flute design | Straight flute with step geometry |
| Through-coolant | Improves cutting performance and reduces tool wear. |
| Compatible materials | Steel, stainless steel, cast iron, nickel-based alloys |
KenDrill™ FBLMachining
Case Studies
Before Introduction
Tool Used
KenDrill™ FBL (Flat Bottom Drill)
Work Material
Austenitic stainless steel (SUS304 / SUS316)
Cutting Conditions
| Cutting speed | 50 m/min |
|---|---|
| Feed rate | 0.04–0.08 mm/rev |
After Introduction
Results
Flat-bottom holes were completed in a single operation,
with excellent surface finish and dimensional accuracy.
Low vibration contributed to stable tool life.
Benefits
Eliminated the need for spot drilling, achieving both shorter cycle times and high-precision machining.
Source: Kennametal Official Website
https://www.kennametal.com/us/en/products/fam.kendrill-fbl-3-x-d-internal-coolant-straight-shank-metric.100161602.html
https://www.kennametal.com/us/en/products/fam.kendrill-fbl-3-x-d-internal-coolant-straight-shank-metric.100161602.html
Manufacturer
Information
| Company name | Kennametal |
|---|---|
| Headquarter | 525 William Penn Pl Suite 3300 Pittsburgh, Pennsylvania 15219, US |
| Phone number | +1 833 893-1514 |
| Official Website | https://www.kennametal.com/us/en/home.html |
Recommended
Drill for Micro Holes
Drill for Micro Holes
Sandvik
CoroDrill® 862
Source:Sandvik Official Website
https://www.sandvik.coromant.com/ja-jp/tools/drilling-tools/solid-carbide-drills/corodrill-862
https://www.sandvik.coromant.com/ja-jp/tools/drilling-tools/solid-carbide-drills/corodrill-862
Why the CoroDrill® 862
Solves Micro Holes
Machining Challenges
Even slight tool wear or deflection can cause critical defects like tool breakage.
Tip Geometry Reduces
Drill Deflection
A specially engineered point design reduces thrust force, controlling push-in pressure.
This stabilizes the drill and lessens deflection, even at micro diameters as small as 0.30 mm.
Flute Design Improves
Machining Stability
The ACM flute design shortens chips, while the TiAlN coating lowers cutting resistance.
Together, these features ensure smooth chip evacuation, reducing tool breakage and vibration.
Cost Savings
Through Reamer-Free
Finishing
Achieves ISO tolerance JS7 (±6µm) and H7 hole quality, meeting the strict requirements of precision machinery and medical device applications with a single drill.
This eliminates the need for reaming, cutting both costs and cycle time.
CoroDrill® 862Lineup
| Applicable Diameter Range | φ0.3~3.0 mm |
|---|---|
| Length-to-Diameter Ratios | 2×D (pilot)/9×D/12×D/16×D |
Source: Sandvik Official Website
https://www.sandvik.coromant.com/en-us/tools/drilling-tools/solid-carbide-drills/corodrill-862
https://www.sandvik.coromant.com/en-us/tools/drilling-tools/solid-carbide-drills/corodrill-862
CoroDrill® 862Specifications
| Coating | TiAlN-based PVD Coating (proprietary Sandvik formula) |
|---|---|
| Point angle | 140° |
| Flute design | Optimized flute for deep hole drilling |
| Through-coolant | Single or dual internal coolant channels |
| Compatible materials | Steel, stainless steel, cast iron, heat-resistant alloys |
CoroDrill® 862Machining
Case Studies
Before Introduction
Tool Used
CoroDrill® 862 (φ1.8–3.0 mm)
Work Material
Austenitic stainless steel (200 HB)
Cutting Conditions
| Cutting speed | 18–60 m/min |
|---|---|
| Feed rate | 0.02–0.07 mm/rev |
After Introduction
Results
Maintained high positional accuracy and roundness in micro-diameter holes. Stable chip evacuation contributed to extended tool life.
Benefits
Enabled high-precision and reliable small-diameter drilling for precision components in medical and electronics applications.
Source: Sandvik Official Website
https://www.sandvik.coromant.com/en-us/tools/drilling-tools/
https://www.sandvik.coromant.com/en-us/tools/drilling-tools/
Manufacturer
Information
| Company name | Sandvik Coromant |
|---|---|
| Headquarter | Sandviken, Gävleborg County, 811 81, Sweden |
| Phone number (USA) | +1 800 726-3845 |
| Official Website | https://www.sandvik.coromant.com/en-us |
Solid Carbide Drills
for Stainless Steel
Product List
The AQUA REVO DRILL uses a newly developed carbide that balances hardness and toughness, improving wear and chipping resistance. Its straight cutting edge distributes stress to strengthen corners, while the REVO-D coating and ultra-smooth surface promote chip evacuation, supporting long tool life and high-efficiency drilling across a wide range of applications.

Source: Nachi America Official Website
https://www.nachiamerica.com/products/134-aqua-revo-drill-series/
https://www.nachiamerica.com/products/134-aqua-revo-drill-series/
| Company Name | Nachi America |
|---|---|
| Lineup | 3.0–16.0 mm (0.118–0.630) |
| Geometry | 140° |
| Coolant | Option |
| Coating |
This solid carbide drill is designed for machining stainless steel and heat-resistant alloys. Its patented point geometry, proprietary flute design, and advanced coating technology provide excellent wear resistance and long tool life. Equipped with internal coolant channels, the KenDrill™ SGL ensures stable cutting performance and high productivity even in demanding materials.

Source: Kennametal Official Website
https://www.kennametal.com/jp/ja/products/fam.kendrill-sgl-5-x-d-internal-coolant-straight-shank-inch.100161500.html
https://www.kennametal.com/jp/ja/products/fam.kendrill-sgl-5-x-d-internal-coolant-straight-shank-inch.100161500.html
| Company | Kennametal |
|---|---|
| Size Range | 2.3–25.0 mm (0.091–0.984) |
| Point Angle | 140° |
| Coolant Hole | Yes |
| Diameter Tolerance | 6 |
This high-precision carbide drill is engineered for versatility across various materials. It combines a tough carbide substrate with a proprietary edge design to improve rigidity, and process stability. Reduced cutting resistance and enhanced chip evacuation contribute to extended tool life and high productivity, enabling consistent, high-quality drilling across a broad range of applications.

Source: Sandvik Official Website
https://www.sandvik.coromant.com/ja-jp/tools/drilling-tools/solid-carbide-drills/corodrill-863/assortment-corodrill-863
https://www.sandvik.coromant.com/ja-jp/tools/drilling-tools/solid-carbide-drills/corodrill-863/assortment-corodrill-863
| Company | Sandvik Coromant |
|---|---|
| Size Range | 3.0–20.0 mm (0.118–0.787) |
| Point Angle | 140° |
| Coolant Hole | Yes |
| Diameter Tolerance | 8–h9 |
The Sumpreme carbide drill is built for high productivity and cost-efficiency. It features an optimized coating and high-strength carbide substrate, enabling high-speed and high-feed machining. Thanks to excellent centering capability, it can drill with precision even without a center drill. Suitable for a wide range of materials, it delivers stable cutting and high-quality holes.

Source: Seco Tools Official Website
https://www.secotools.com/article/m_7148
https://www.secotools.com/article/m_7148
| Company | Seco Tools |
|---|---|
| Size Range | 0.7–20.0 mm (0.028–0.787) |
| Point Angle | 150° |
| Coolant Hole | Yes Diameter Tolerance: Not specified on official website |
View more
This solid carbide drill is specialized for stainless steel machining. Its unique TRI-Cooling triangular coolant hole design improves cooling efficiency, allowing high-performance and long-life drilling even in difficult-to-machine materials. The wave-shaped cutting edge and narrow margin reduce cutting resistance and enable stable, high-precision performance.

Source: Mitsubishi Materials Official Website
https://www.mmc-carbide.com/us/products/rotating_tools/drills
https://www.mmc-carbide.com/us/products/rotating_tools/drills
| Company | Mitsubishi Materials |
|---|---|
| Size Range | 3.0–20.0 mm (0.118–0.787) |
| Point Angle | 140° |
| Coolant Hole | Yes |
| Diameter Tolerance | 6 |
This carbide-coated drill is designed for stainless steel and heat-resistant alloys. Its bean-shaped internal coolant holes effectively cool the cutting edge, extending tool life. The RX thinning and optimized chip evacuation design reduce cutting resistance by 20%*, delivering stable, high-efficiency performance. *Source: Sumitomo Electric Industries Official Web site https://global-sei.com/company/press/2018/01/prs096.html
Source: Sumitomo Electric Hardmetal Official Website
https://www.sumitool.com/en/products/cutting-tools/drills/mdm.html
https://www.sumitool.com/en/products/cutting-tools/drills/mdm.html
| Company | Sumitomo Electric Hardmetal |
|---|---|
| Size Range | 3.0–16.0 mm (0.118–0.630) |
| Point Angle | 140° |
| Coolant Hole | Yes |
| Diameter Tolerance | 8 |
This 4-flute solid carbide drill is designed for high-feed machining. The self-centering geometry ensures stable entry and hole accuracy, while its margin design maintains excellent roundness. Made from wear-resistant AH9130 grade, it achieves long tool life even in challenging materials such as cast iron.

Source: Tungaloy Official Website
https://tungaloy.com/jp/product/hole-making/solid4flutesdrill/
https://tungaloy.com/jp/product/hole-making/solid4flutesdrill/
| Company | Tungaloy |
|---|---|
| Size Range | 6.0–16.0 mm (0.236–0.630) |
| Point Angle | 120° |
| Coolant Hole | No |
| Diameter Tolerance | 8 |
With a double-margin design, the Series 135 improves hole accuracy and finish while enhancing rigidity. Its auto-centering capability enables stable entry without spot drilling. The multi-helix flute design supports effective chip evacuation, while direct cooling improves heat control and tool life.

Source: Kyocera SGS Precision Tools Official Website
https://www.kyocera-sgstool.com/hi-percarb-135
https://www.kyocera-sgstool.com/hi-percarb-135
| Company | Kyocera SGS Precision Tools |
|---|---|
| Size Range | 1.0–20.0 mm (0.039–0.787) |
| Point Angle | 135° |
| Coolant Hole | No |
| Diameter Tolerance | 7 |
Designed for stainless steel and titanium alloys, this solid carbide drill features a sharp cutting edge to reduce cutting resistance and work hardening. The newly developed "MEGA COOLER" internal coolant system enhances cooling performance and extends tool life. The WXL coating provides excellent anti-adhesion properties and stable high-efficiency machining.

Source: OSG Official Website
https://www.osg.co.jp/products/drill/spec/ado-sus.html
https://www.osg.co.jp/products/drill/spec/ado-sus.html
| Company | OSG Corporation |
|---|---|
| Size Range | 2.0–20.0 mm (0.079–0.787) |
| Point Angle | 140° |
| Coolant Hole | Yes |
| Diameter Tolerance | 7 |
This 2-flute solid carbide drill is ideal for high-precision spot drilling. It features straight flutes, a single margin, and a 145° point angle for excellent centering performance. The ALtima® coating enhances wear resistance and ensures long tool life with consistent spot drilling accuracy.
Source: MA Ford Official Website
https://www.maford.com/product-details/200S11810A
https://www.maford.com/product-details/200S11810A
| Company | MA Ford Manufacturing Co. |
|---|---|
| Size Range | 3.0–16.0 mm (0.118–0.630) |
| Point Angle | 145° |
| Coolant Hole | No |
| Diameter Tolerance | 7 |
The RT 100 XF is a solid carbide drill optimized for high-speed, high-feed machining. Its new substrate reduces wear and ensures consistent tool life. The double-margin design enhances concentricity and hole precision, enabling high-quality drilling in steel while significantly reducing machining time.
Source: Guhring Official Website
https://guhring.com/BrowseProducts/Products/RT-100-XF
https://guhring.com/BrowseProducts/Products/RT-100-XF
| Company | Guhring |
|---|---|
| Size Range | 3.0–20.0 mm (0.118–0.787) |
| Point Angle | 140° (3D–7D) / 135° (12D) |
| Coolant Hole | Yes |
| Diameter Tolerance | 7 |
FORCE X is a multi-purpose carbide drill designed for a wide range of applications. With a 140° point angle and self-centering geometry, it provides precise drilling. Its four-stage point and CTW flute design improve chip evacuation, while the TiAlN coating enhances wear resistance and tool life.

Source: Dormer Pramet Official Website
https://www.dormerpramet.com/uk-ie/ja/p/8881558
https://www.dormerpramet.com/uk-ie/ja/p/8881558
| Company | Dormer Pramet |
|---|---|
| Size Range | 3.0–20.0 mm (0.118–0.787) |
| Point Angle | 140° |
| Coolant Hole | Yes |
| Diameter Tolerance | 7 |
This solid carbide drill is compatible with a wide range of materials, from difficult-to-machine metals to aluminum and CFRP. Its unique flute geometry ensures excellent chip evacuation, resulting in stable, high-precision machining. With outstanding wear resistance and tool life, it offers a cost-effective solution for demanding drilling operations.

Source: YG-1 Official Website
https://product.yg1.solutions/product/series?type=Holemaking&type2=Exchangeable&idx=17&lang=ENG
https://product.yg1.solutions/product/series?type=Holemaking&type2=Exchangeable&idx=17&lang=ENG
| Company | YG-1 |
|---|---|
| Size Range | 2.0–20.0 mm (0.079–0.787) |
| Point Angle | 140° |
| Coolant Hole | Yes |
| Diameter Tolerance | 7 |
This solid carbide drill with a 2-flute, 144° point design is ideal for machining steel, titanium, and superalloys. Its specialized geometry improves surface finish and chip evacuation, while the FC7 coating extends tool life. It delivers consistent, high-accuracy drilling even in tough materials.
Source: Fullerton Official Website
https://fullertontool.com/products/drills/1505-dominator
https://fullertontool.com/products/drills/1505-dominator
| Company | Fullerton Tool Company |
|---|---|
| Size Range | 3.0–16.0 mm (0.118–0.630) |
| Point Angle | 144° |
| Coolant Hole | Yes |
| Diameter Tolerance | 6 |
FAQ
Q. How do I choose the drill point angle?
Determine the angle based on material hardness and ductility. Tough materials like stainless steel require larger angles, typically 130–140°, to reduce edge loading.
Q. What coolant type and concentration should I use?
Water-soluble coolants are standard. Stainless machining benefits from higher concentrations (10–15%) to improve lubrication and suppress heat-induced galling.
Q. Why use carbide drills instead of HSS?
Carbide provides superior hardness, rigidity, and heat resistance, enabling higher cutting speeds, reduced wear, and stable dimensional accuracy.
Q. How should I select the drill coating?
Select coatings according to work material and thermal load. Heat-resistant layers such as AlTiN are effective for stainless steel due to improved oxidation resistance and lubricity.
Q. Are all stainless steels equally machinable?
No. Machinability varies significantly. Austenitic grades like SUS304/316 exhibit high ductility and work hardening, making them notably difficult to drill.