Carbide Drills for Stainless Steel
Why Stainless Steel
Is So Difficult to Drill
Stainless steel presents unique challenges that can shorten tool life dramatically.
Understanding these three core issues is the key to choosing the right drill.
1 Work Hardening
Austenitic grades like 304 and 316 harden rapidly during cutting. If the feed rate drops too low, the material work-hardens ahead of the cutting edge — accelerating wear and leading to premature tool failure.
2 Low Thermal Conductivity
Stainless steel conducts heat poorly compared to carbon steel. Instead of dissipating through the workpiece, heat concentrates at the cutting edge — causing rapid coating breakdown and dimensional drift.
3 Chip Adhesion
Stainless steel produces long, stringy chips that tend to weld onto the cutting edge — known as built-up edge (BUE). This degrades surface finish, throws off hole dimensions, and can ultimately break the tool.
These problems hit hardest in three specific applications:
deep-hole drilling, flat-bottom holes, and micro-hole drilling.
Below, we recommend a purpose-built drill for each.
deep-hole drilling, flat-bottom holes, and micro-hole drilling.
Below, we recommend a purpose-built drill for each.
Solving Difficult
Stainless Steel Machining
3 Recommended Drill Solutions by Application
For Deep Holes
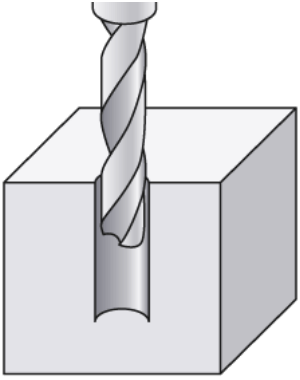
Common Problems
- Heat buildup leading to dimensional inaccuracy
- Rapid edge wear and chipping from chip clogging
For
Flat-Bottom Holes
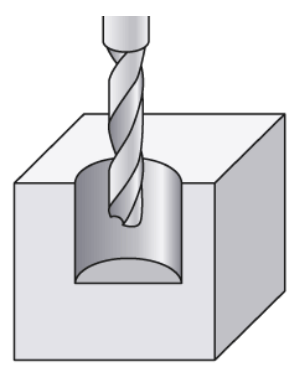
Common Problems
- Misalignment from tool changes during step-drilling
- Inconsistent bottom finish and poor flatness
For Micro Holes
(Ø < 1mm)
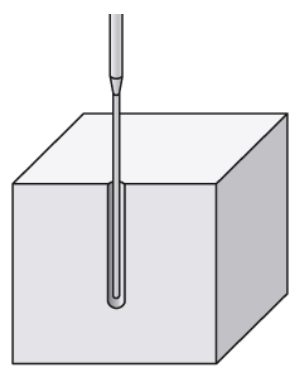
Common Problems
- Poor hole quality due to drill runout and vibration
- Tool breakage from poor chip evacuation
At-a-Glance Comparison
| Nachi America AQUA DRILL EX OIL HOLE DEEP |
Kennametal KenDrill™ FBL |
Sandvik CoroDrill® 862 |
|
|---|---|---|---|
| Best For | Deep Holes | Flat-Bottom Holes | Micro Holes |
| Diameter Range | φ1.0–12.0 mm (0.039–0.472 in) |
φ3.0–25.0 mm (0.118–0.984 in) |
φ0.3–3.0 mm (0.012–0.118 in) |
| Max Depth (L/D) | Up to 40×D | Up to 8×D | Up to 16×D |
| Coating | Aqua EX (multi-layer, high-temp rated) |
KCMS15 (TiAlN-based PVD) |
PVD Coated (varies by grade) |
| Point Angle | 140° | 180° (flat bottom) | 137–140° |
| Through-Coolant | Yes (internal oil holes) | Yes | Yes (φ1.0 mm and above) |
| Dedicated Pilot Drill | Yes (2×D pilot available) | Not required | Not specified |
| Key Industries | Mold & die, hydraulics, oil & gas, medical |
Automotive, general engineering |
Medical, electronics, watch making, aerospace |
| Details | See full specs ↓ | See full specs ↓ | See full specs ↓ |
Solid Carbide Drills
for Stainless Steel
In-Depth
Features and Specs
Recommended
Drill for Deep Holes
Drill for Deep Holes
Nachi America
AQUA DRILL EX OIL HOLE DEEP DRILL SERIES

Source: Nachi America Official Website
https://www.nachiamerica.com/products/129-aqua-drill-ex-oil-hole-deep-drill-series/
https://www.nachiamerica.com/products/129-aqua-drill-ex-oil-hole-deep-drill-series/
Why the AQUA DRILL EX OIL HOLE
DEEP DRILL SERIES
Solves Deep-Hole
Machining Challenges
When drilling deep holes in stainless steel, chip clogging and excessive heat are the primary enemies — leading to dimensional errors, edge chipping, and rapid tool wear.
01
Chip Evacuation for Deep Drilling
Enlarged chip pockets and polished flute geometry keep chips moving — even at depths up to 40×D — preventing clogging and re-cutting that cause dimensional defects.
02
Extended Tool Life in Harsh Conditions
The multi-layer Aqua EX coating resists oxidation at extreme temperatures, while internal oil holes deliver coolant directly to the cutting edge — maintaining performance over long production runs.
03
Dedicated Pilot Drill for Stable Machining
The AQUA DRILL EX Oil-Hole Pilot (List 9622/9623) creates a precision guide hole first, minimizing walk-off and deflection — even in high-resistance stainless steel.
AQUA DRILL EX OIL HOLE DEEP DRILL SERIESLineup
| Applicable Diameter Range | φ1.0–12.0 mm (0.039–0.472 in) Micro series: φ1.0–2.9 mm (0.039–0.114 in) |
|---|---|
| L/D Ratio | 10×D / 15×D / 20×D / 25×D / 30×D / 40×D (+ Pilot drill: 2×D — List 9622/9623) |
| Shank Sizes | Metric and Fractional sizes available |
Source: Nachi America Official Website
https://www.nachiamerica.com/products/129-aqua-drill-ex-oil-hole-deep-drill-series/
https://www.nachiamerica.com/products/129-aqua-drill-ex-oil-hole-deep-drill-series/
AQUA DRILL EX OIL HOLE DEEP DRILL SERIESSpecifications
| Coating | Aqua EX coating (multi-layer, high-temperature rated) |
|---|---|
| Point angle | 140° |
| Flute design | 30° helical flute with smooth polished surface for improved chip evacuation |
| Through-coolant | Internal oil-hole coolant channels |
| Compatible materials | Stainless steel, carbon steel, alloy steel, cast iron, aluminum alloys |
| Conditions | Designed for both wet and MQL conditions |
AQUA DRILL EX OIL HOLE DEEP DRILL SERIESMachining
Case Study
Challenge & Conditions
Tool Used
AQUA DRILL EX OIL HOLE DEEP DRILL (φ2.0 mm × 15D)
Work Material
AISI 420 stainless steel (50 HRC)
Cutting Conditions
| Cutting speed | 30 m/min (98 SFM) |
|---|---|
| Feed rate | 0.015 mm/rev (0.0006 IPR) |
| Coolant | Through-coolant |
Previous process: Wire-cut EDM (slow, costly)
Results
Performance
Achieved stable drilling to a depth of approximately 14×D with a φ2.0 mm drill.
No chip clogging observed even after drilling 35 consecutive holes.
Successfully replaced the previous wire-cutting process.
Key Benefits
Enabled high-speed, long-life deep-hole drilling even in high-hardness materials (50 HRC),
significantly reducing reliance on EDM processes and lowering per-part costs.
Manufacturer
Information
| Company name | Nachi America Inc. |
|---|---|
| Headquarters | 715 Pushville Rd., Greenwood, IN 46143 |
| Phone (USA) | +1 (877) 622-4487 |
| Official Website | https://www.nachiamerica.com/ |
| Where to Buy | Find a Distributor — Also available through Travers Tool, Productivity Inc. |
Recommended
Drill for Flat-Bottom Holes
Drill for Flat-Bottom Holes
Kennametal
KenDrill™ FBL

Source: Kennametal Official Website
https://www.kennametal.com/us/en/products/fam.kendrill-fbl-3-x-d-internal-coolant-straight-shank-metric.100161602.html
https://www.kennametal.com/us/en/products/fam.kendrill-fbl-3-x-d-internal-coolant-straight-shank-metric.100161602.html
Why the KenDrill™ FBL
Solves Flat-Bottom Hole
Machining Challenges
In step-drilling and counterboring operations, every tool change introduces the risk of misalignment — adding cost and hurting accuracy.
01
Single-Operation Flat-Bottom Holes
The 180° flat cutting edge lets you drill and counterbore in one pass — no end mill changeover needed, eliminating misalignment risk and cutting machining costs.
02
High Feed Rates with Two Cutting Edges to Center
Two effective cutting edges extend all the way to center, delivering high feed rates without the productivity hit common with conventional flat-bottom drills.
03
Four Guiding Margins for Burr Control
Four margins keep the tool on track — even on inclined surfaces and cross holes — delivering excellent straightness, roundness, and minimal exit burr.
KenDrill™ FBLLineup
| Applicable Diameter Range | φ3.0–25.0 mm (0.118–0.984 in) |
|---|---|
| Length-to-Diameter Ratios | ~3×D (short) / ~5×D (long) / ~8×D (extra long) |
| Grades Available | FBL (stainless & high-temp alloys), FBG (steel & cast iron), FBS (non-ferrous) |
Source: Kennametal Official Website
https://www.kennametal.com/us/en/products/fam.kendrill-fbl-3-x-d-internal-coolant-straight-shank-metric.100161602.html
https://www.kennametal.com/us/en/products/fam.kendrill-fbl-3-x-d-internal-coolant-straight-shank-metric.100161602.html
KenDrill™ FBLSpecifications
| Coating | KCMS15 Grade (TiAlN-based PVD) |
|---|---|
| Point geometry | 180° flat-bottom cutting edge |
| Flute design | 30° helical flute, two-flute with four guiding margins |
| Through-coolant | Internal coolant channels (also supports MQL) |
| Compatible materials | Stainless steel, high-temperature alloys, steel, cast iron |
KenDrill™ FBLMachining
Case Study
Challenge & Conditions
Tool Used
KenDrill™ FBL (Flat Bottom Drill)
Work Material
Austenitic stainless steel (AISI 304 / 316)
Cutting Conditions
| Cutting speed | 50 m/min (164 SFM) |
|---|---|
| Feed rate | 0.04–0.08 mm/rev (0.002–0.003 IPR) |
Previous process: Drill + end mill for flat bottom (two-step)
Results
Performance
Flat-bottom holes completed in a single pass with excellent surface finish and dimensional accuracy. Low vibration helped deliver consistent tool life across the run.
Key Benefits
By eliminating the spot drill and end-mill changeover, the KenDrill FBL cut cycle time significantly while maintaining tight tolerances — all in one operation.
Manufacturer
Information
| Company name | Kennametal Inc. |
|---|---|
| Headquarters | 525 William Penn Place, Suite 3300, Pittsburgh, PA 15219 |
| Phone (USA) | +1 (833) 893-1514 |
| Official Website | https://www.kennametal.com/ |
| Where to Buy | Find a Distributor — Also available via MSC Industrial Supply |
Recommended
Drill for Micro Holes
Drill for Micro Holes
Sandvik Coromant
CoroDrill® 862
Source: Sandvik Coromant Official Website
https://www.sandvik.coromant.com/en-us/tools/drilling-tools/solid-carbide-drills/corodrill-862
https://www.sandvik.coromant.com/en-us/tools/drilling-tools/solid-carbide-drills/corodrill-862
Why the CoroDrill® 862
Solves Micro-Hole
Machining Challenges
At micro diameters, there is almost no margin for error — even minor tool wear or deflection can mean a broken drill and a scrapped part.
01
Low Thrust Force Minimizes Deflection
A specially engineered point geometry reduces thrust force on entry, keeping the drill stable and on-center — even at diameters as small as 0.30 mm (0.012 in).
02
Optimized Flute for Smooth Chip Evacuation
The flute geometry produces short, manageable chips, while the PVD coating lowers cutting resistance — keeping evacuation smooth and reducing the risk of breakage.
03
Reamer-Free Finishing Saves Time and Cost
Holds ISO JS7 tolerance (±6 µm) and H7 hole quality in a single pass — tight enough for medical and electronics work, with no reaming step required.
CoroDrill® 862Lineup
| Applicable Diameter Range | φ0.3–3.0 mm (0.012–0.118 in) |
|---|---|
| Length-to-Diameter Ratios | 8×D / 9×D / 12×D / 16×D |
| Variants | Standard (862) and high-performance -GM geometry available |
Source: Sandvik Coromant Official Website
https://www.sandvik.coromant.com/en-us/tools/drilling-tools/solid-carbide-drills/corodrill-862
https://www.sandvik.coromant.com/en-us/tools/drilling-tools/solid-carbide-drills/corodrill-862
CoroDrill® 862Specifications
| Coating | PVD coated (varies by grade: AlCrN, GC34, or uncoated depending on model) |
|---|---|
| Point angle | 137–140° (varies by geometry and diameter) |
| Flute design | Optimized micro-drill flute with polished surface for chip evacuation |
| Through-coolant | Internal coolant channels (available on φ1.0 mm and above) |
| Compatible materials | Steel, stainless steel, cast iron, heat-resistant alloys, non-ferrous metals |
| Reconditioning | Can be reconditioned up to 3 times via Sandvik reconditioning service |
CoroDrill® 862Machining
Case Study
Challenge & Conditions
Tool Used
CoroDrill® 862 (φ1.8–3.0 mm)
Work Material
Austenitic stainless steel (200 HB)
Cutting Conditions
| Cutting speed | 18–60 m/min (59–197 SFM) |
|---|---|
| Feed rate | 0.02–0.07 mm/rev (0.001–0.003 IPR) |
Results
Performance
High positional accuracy and roundness maintained across all micro-diameter holes. Consistent chip evacuation contributed to longer tool life than expected.
Key Benefits
Delivered reliable, high-precision small-diameter drilling for precision components in medical and electronics applications — with no secondary finishing required.
Manufacturer
Information
| Company name | Sandvik Coromant |
|---|---|
| Headquarters | Sandviken, Sweden (US Office: Mebane, NC) |
| Phone (USA) | +1 (800) 726-3845 |
| Official Website | https://www.sandvik.coromant.com/en-us |
| Where to Buy | Find a Distributor — Also available via MSC Industrial Supply, DGI Supply |
FAQ
Q. Which drill should I choose for general through-holes in stainless steel?
For standard through-hole drilling (3–8×D) in stainless steel, a general-purpose solid carbide drill with through-coolant rated for ISO-M materials is the way to go. All three manufacturers on this page also make general-purpose lines: Nachi offers the AQUA REVO Oil Hole series (3D/5D/8D), Kennametal has a broad solid carbide drill range, and Sandvik's CoroDrill 860-GM covers most common materials. The drills featured above are specialists — optimized for their specific application challenges.
Q. How do I decide between these three drills?
It comes down to your application. Need holes deeper than 10×D in stainless? The Nachi AQUA DRILL EX OIL HOLE DEEP DRILL is built for exactly that. Need a true flat-bottom hole without switching to an end mill? That is the Kennametal KenDrill FBL's specialty. Drilling precision micro-holes under φ3.0 mm? The Sandvik CoroDrill 862 delivers the tight tolerances those parts demand. Check the comparison table above for a quick side-by-side view.
Q. How do I choose the drill point angle?
It depends on the material hardness and ductility. For tough materials like stainless steel, larger point angles — typically 130–140° — help reduce edge loading and improve tool life. Keep in mind that flat-bottom drills like the KenDrill FBL use a 180° geometry, which is specific to flat-bottom applications rather than a general recommendation.
Q. What coolant type and concentration should I use?
Water-soluble coolant is the standard choice for stainless steel. Running a higher concentration (10–15%) improves lubrication and helps prevent heat-induced galling. All three drills featured here support through-coolant delivery, which gets the fluid right to the cutting zone where it is needed most.
Q. Why use carbide drills instead of HSS?
Carbide offers significantly better hardness, rigidity, and heat resistance than HSS. That translates to higher cutting speeds, less wear, and tighter dimensional control — all of which matter when you are fighting the work-hardening tendency of stainless steel.
Q. How should I select the drill coating?
Match the coating to your workpiece material and the heat load of the operation. For stainless steel, heat-resistant coatings like AlTiN or multi-layer systems (such as Nachi's Aqua EX) perform well because they resist oxidation and maintain lubricity at elevated temperatures.
Q. Are all stainless steels equally machinable?
Not even close. Machinability varies widely by grade. Austenitic grades like 304 and 316 are notoriously difficult — their high ductility and tendency to work-harden make them tough on drills. Martensitic grades such as 420 can be hardened above 50 HRC, demanding specialized tooling and conservative speeds. Ferritic and duplex grades each bring their own set of challenges.
Q. Are these drills available in fractional (inch) sizes?
Yes — the Nachi AQUA DRILL EX series is stocked in both metric and fractional (inch) sizes for the US market. Kennametal also offers inch-compatible sizing across the FBL range. Sandvik's CoroDrill 862 is primarily metric, but uses a 3 mm shank throughout the range that fits standard collet systems. Check each manufacturer's catalog for exact size availability.